קשר בין מיקרו-מבנה לחוזק
בפרקים הקודמים גילינו עיקרון מפתח: העיוות הפלסטי במתכות מתרחש באמצעות תנועת נקעים, וזו הסיבה שמתכות אמיתיות רכות בהרבה מן הצפוי מגביש מושלם. מכאן נובעת מסקנה הנדסית רבת-עוצמה, שתלווה את כל הפרק:
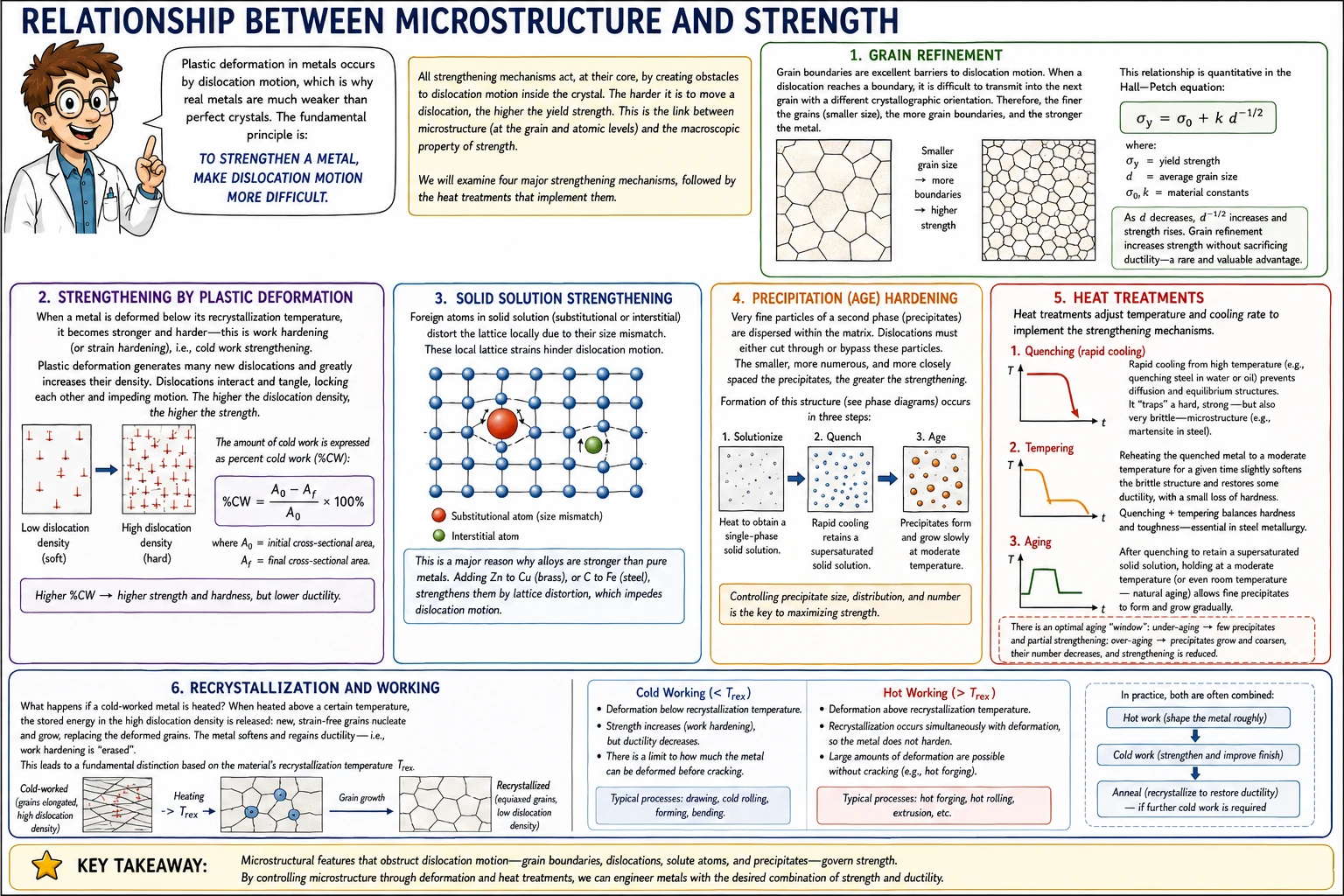
כדי לחזק מתכת, יש להקשות על תנועת הנקעים.
כל מנגנוני החיזוק שנכיר — קטנים ככל שייראו שונים זה מזה — פועלים, בלב ליבם, לפי אותו עיקרון: ליצור בתוך הגביש “מכשולים” שיעצרו או יאטו את הנקעים. ככל שקשה יותר להזיז נקע, כך גבוה יותר מאמץ הכניעה. זהו הגשר בין המיקרוסטרוקטורה (מה שקורה ברמת הגרגרים והאטומים) לבין התכונה המקרוסקופית של חוזק.
נסקור ארבעה מנגנונים עיקריים, ולאחריהם את הטיפולים התרמיים המממשים אותם.
עידון גרעין
ראינו שחומר רב-גבישי בנוי מגרגרים, וביניהם גבולות גרעין. גבול גרעין הוא מכשול מצוין לנקע: כשהנקע מגיעה אל הגבול, הוא מתקשה לעבור אל הרגעין הבא, שכיוונו הגבישי שונה. מכאן: ככל שגרעיני המבנה עדינים (קטנים) יותר, יש יותר גבולות, והמתכת חזקה יותר.
הקשר הזה מנוסח כמותית במשוואת הול–פץ’ (Hall–Petch):
כאשר הוא מאמץ הכניעה, הוא גודל הגרעין הממוצע, ו- קבועים של החומר. שימו לב לחזקה השלילית: ככל ש- קטן, האיבר גדל, והחוזק עולה. זהו מנגנון החיזוק הייחודי בכך שהוא משפר את החוזק בלי לפגוע במשיכות — יתרון נדיר וחשוב.
חיזוק בעיבוד פלסטי
מה קורה כשמעוותים מתכת בקור (מתחת לטמפרטורת הגיבוש שלה)? למרבה ההפתעה, היא נעשית חזקה וקשה יותר. תופעה זו נקראת חיזוק בעיוות / בדפורמציה (work hardening / strain hardening), או חיזוק בעיבוד קר.
ההסבר נובע שוב מן הנקעים: העיוות הפלסטי עצמו מייצר נקעים חדשים רבים, וצפיפותם בגביש גדלה מאוד. הנקעים הרבים מתחילים להפריע ולהיתקל זה בזה — הם “מסתבכים” ונועלים זה את זה. ככל שצפופים יותר, כך קשה יותר להזיזם, והמתכת מתקשה. זו הסיבה שחוט מתכת שכופפנו שוב ושוב נעשה קשה ופריך עד שהוא נשבר.
מידת העיבוד מבוטאת באחוז עיבוד קר (% cold work) — אחוז ההקטנה בשטח החתך:
ככל ש-%CW גבוה יותר, החוזק והקשיות עולים — אך המשיכות יורדת. זהו ה”מחיר” של מנגנון זה: מתכת מעובדת בקור חזקה אך פחות סבילה לעיוות נוסף.
חיזוק בתמיסות מוצקות
ראינו בפרק על הפאזות שאטומים זרים יכולים להשתלב בסריג כתמיסה מוצקה — החלפתית או חדיורותית. אטומים זרים אלה, בשל הבדל גודלם, מעוותים את הסריג מקומית סביבם. שדה העיוות הזה מהווה מכשול לתנועת הנקעים, ומכאן: חיזוק בתמיסה מוצקה (solid solution strengthening).
זו, למעשה, אחת הסיבות העיקריות לכך שסגסוגות חזקות מן המתכות הטהורות. הוספת אבץ לנחושת (פליז), או פחמן לברזל, מחזקת אותן — לא רק בזכות שינוי כימי, אלא בזכות העיוות שיוצרים האטומים הזרים, החוסם נקעים.
חיזוק בהתבדלות (precipitation hardening)
מנגנון חזק במיוחד, האחראי לחלק מן הסגסוגות החזקות ביותר (כגון סגסוגות אלומיניום לתעופה). הרעיון: ליצור בתוך הגביש חלקיקים זעירים של פאזה שנייה (התבדלוחות, precipitates), הפזורים בצפיפות. כל חלקיק כזה הוא מכשול שהנקע חייבת לעקוף או לחתוך — וככל שהמשקעים קטנים, צפופים ומפוזרים היטב, כך החיזוק רב יותר.
כיצד יוצרים מבנה כזה? כאן בדיוק נכנסת דיאגרמת הפאזות לפעולה, בשלושה שלבים (שנפרט בחלק על הטיפולים התרמיים): מחממים את הסגסוגת עד שהכול נמס לפאזה מוצקה אחידה אחת, מקררים אותה במהירות כדי “ללכוד” מצב על-רווי, ואז מאפשרים למשקעים הזעירים להיווצר בהדרגה. שליטה בגודל ובפיזור המשקעים היא אמנות הנדסית של ממש.
טיפולים תרמיים
הטיפולים התרמיים הם הדרך המעשית לממש את מנגנוני החיזוק, על ידי שליטה בטמפרטורה ובקצב הקירור. נציג שלושה תהליכי מפתח.
הקשיה בצינון (quenching) — קירור מהיר של מתכת מחוממת (למשל טבילת פלדה לוהטת במים או בשמן). הקירור המהיר אינו מאפשר לדיפוזיה ולמבנה שיווי המשקל להיווצר, ו”לוכד” מבנה מוקשה וקשה — אך גם פריך מאוד. בפלדה, הכיבוי יוצר מבנה הנקרא מרטנזיט, קשה ושביר.
הרפיה (tempering) — חימום מתון של המתכת המוקשית (לאחר כיבוי) לטמפרטורה בינונית, למשך זמן נתון. תהליך זה “מרכך” מעט את המבנה הפריך ומשחזר חלק מן המשיכות, על חשבון ויתור קל על קשיות. השילוב כיבוי + מיתון מאפשר לכוון את האיזון הרצוי בין קשיות לחוסן — וזהו לב ליבה של מטלורגיית הפלדה.
זיקון (aging) — זהו השלב המשלים של חיזוק בפליטה: לאחר הקירור המהיר שלוכד מצב על-רווי, מחזיקים את הסגסוגת בטמפרטורה מתונה (או אף בטמפרטורת החדר — “הזדקנות טבעית”), ומאפשרים למשקעים הזעירים להיווצר ולגדול בהדרגה. יש “חלון” אופטימלי: הזדקנות מועטה מדי → מעט משקעים וחיזוק חלקי; הזדקנות רבה מדי (over-aging) → המשקעים גדלים ומתגסים, ומספרם יורד, והחיזוק נחלש.
גיבוש מחדש (recrystallization)
מה קורה אם מחממים מתכת שעברה עיבוד קר? כאן נכנסת הבחנה יסודית בין עיבוד קר לחם, התלויה בטמפרטורת הגיבוש מחדש של החומר.
גיבוש מחדש (recrystallization) — בחימום מעל טמפרטורה מסוימת, האנרגיה האצורה בנקעים הרבות (מן העיבוד הקר) “משוחררת”: נוצרים גרגרים חדשים, נקיים, נטולי נקעים, במקום הגרגרים המעוותים. התוצאה: המתכת מתרככת וחוזרת למצב משיך — למעשה, החיזוק בעבודה “נמחק”.
הבחנה זו מגדירה את שני סוגי העיבוד:
- עיבוד בקור (cold working) — עיבוד מתחת לטמפרטורת הגיבוש מחדש. המתכת מתחזקת (חיזוק בעבודה) אך מאבדת משיכות, ויש גבול לכמה ניתן לעבד לפני שהיא נסדקת.
- עיבוד בחום (hot working) — עיבוד מעל לטמפרטורת הגיבוש מחדש. הגיבוש מחדש מתרחש בו-זמנית עם העיוות, ולכן המתכת אינה מתקשה ואפשר לעוות אותה בכמויות גדולות מאוד ללא סדיקה (כמו נפחות פלדה לוהטת). החיסרון: גימור שטח ודיוק ממדי פחותים.
לעיתים משלבים את השניים: מעבדים בחום כדי לעצב בגסות, ואז מעבדים בקור כדי לחזק ולהגיע לגימור מדויק — ואם צריך, מבצעים גיבוש מחדש (חישול ביניים, annealing) כדי להחזיר משיכות ולהמשיך לעבד.