7.1 מהי מתכת
מתכות הן קבוצת החומרים ההנדסיים החשובה והוותיקה ביותר. מרבית ההתפתחות הטכנולוגית של האנושות קשורה באופן ישיר ביכולת להפיק מתכות, לעבד אותן ולשלוט בתכונותיהן — עד כדי כך שתקופות שלמות בהיסטוריה נקראו על שם חומרים מתכתיים: תקופת הנחושת, תקופת הברונזה ותקופת הברזל. גם כיום, למרות התפתחותם של פולימרים, קרמיקות וחומרים מרוכבים (שהכרנו בפרקים הקודמים), המתכות ממשיכות למלא תפקיד מרכזי בהנדסה.
הקשר המתכתי
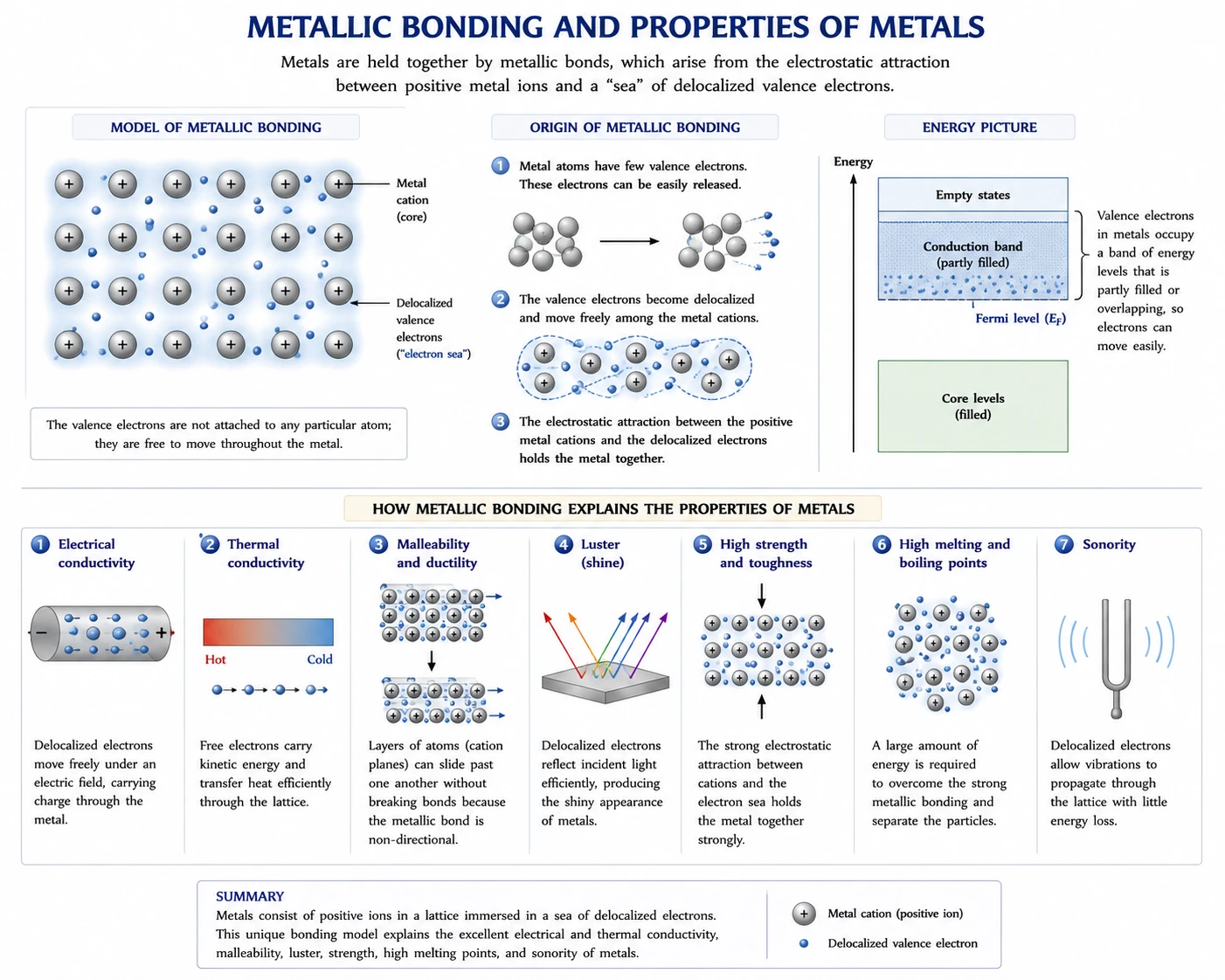
התכונות המיוחדות של המתכות נובעות מסוג הקשר הכימי האופייני להן. כפי שראינו כבר בפרק הראשון, בקשר מתכתי האלקטרונים החיצוניים אינם שייכים לאטום מסוים אלא משותפים לכל הגביש — מצב המתואר לעיתים כ“ים אלקטרונים” המקיף את יוני המתכת החיוביים. מודל פשוט זה מסביר בבת אחת שורה של תכונות אופייניות:
- מוליכות חשמלית גבוהה (האלקטרונים החופשיים נושאים מטען — כפי שראינו בפרק על תכונות חשמליות);
- מוליכות תרמית גבוהה (אותם אלקטרונים נושאים גם חום);
- ברק מתכתי (האלקטרונים החופשיים מחזירים אור);
- יכולת לעבור דפורמציה פלסטית.
התכונה האחרונה היא אולי החשובה ביותר מבחינה הנדסית, וכדאי להבין מדוע היא נובעת מן הקשר המתכתי. בקרמיקות, שבהן הקשר יוני או קוולנטי וכיווני, שבירת קשרים גורמת לשבר מיידי (זוכרים את השבירות?). במתכות, לעומת זאת, “ים האלקטרונים” אינו כיווני — הוא “סובל” ששכבות האטומים יחליקו זו על פני זו מבלי שהקשר יישבר. החלקה זו מתבצעת באמצעות תנועת נקעים, וזוהי הסיבה העמוקה למשיכותן (ductility) של המתכות. רעיון זה — שדפורמציה פלסטית = תנועת נקעים — יחזור שוב ושוב בפרק זה, והוא המפתח להבנת כל מנגנוני החיזוק.
מבנים גבישיים במתכות
רוב המתכות הן חומרים גבישיים, שאטומיהם מסודרים במבנה מחזורי תלת-ממדי. שלושת המבנים החשובים ביותר הם:
- BCC — מעוקב מרוכז גוף (Body-Centered Cubic);
- FCC — מעוקב מרוכז פאות (Face-Centered Cubic);
- HCP — משושה צפוף (Hexagonal Close-Packed).
למבנה הגבישי השפעה ישירה על המשיכות, על החוזק, על קצב הדיפוזיה ועל ההתנהגות בטמפרטורות שונות. הקשר בין המבנה למשיכות נעוץ שוב בנקעים: דפורמציה דורשת מערכות החלקה (מישורים וכיוונים שבהם הנקעים נעים בקלות). למבנה FCC יש מערכות החלקה רבות וצפופות, ולכן מתכות FCC (כמו נחושת, אלומיניום, זהב) נוטות להיות משיכות במיוחד. למבנה HCP, לעומת זאת, יש מספר מוגבל של מערכות החלקה, ולכן מתכות HCP (כמו אבץ ומגנזיום) משיכות פחות ושבירות יותר. עובדה זו ממחישה עד כמה תכונה “גסה” כמו משיכות נקבעת על ידי הסידור האטומי העדין.
תכונות אופייניות של מתכות
למרות השונות הגדולה בין המתכות, קיימות להן תכונות משותפות: מוליכות חשמלית ותרמית גבוהה, משיכות טובה, אפשרות לעיבוד פלסטי, אפשרות לריתוך, ואפשרות לשנות תכונות באמצעות טיפולים תרמיים. שילוב תכונות זה — ובמיוחד הגמישות לעצב ולכוונן את התכונות — הוא הסיבה לכך שמתכות משמשות במגוון עצום של יישומים.
7.2 ייצור מתכות ומוצריהן
לאחר הפקת המתכת יש להפוך אותה למוצר הנדסי, ולשם כך קיימות מספר טכנולוגיות בסיסיות. הוותיקות והחשובות ביותר הן יציקה ומטלורגיית אבקות.
יציקה
יציקה היא מטכנולוגיות הייצור העתיקות ביותר, והיא פשוטה במהותה: מתיכים את המתכת, יוצקים אותה לתבנית, ומאפשרים לה להתמצק. יתרונה הגדול הוא האפשרות לייצר צורות מורכבות בתהליך יחיד.
עם זאת, ההתמצקות עצמה מולידה קשיים, שכבר פגשנו בפרק על דיאגרמות הפאזות: התכווצות, נקבוביות, סגרגציה (ליבת דנדריט עשירה מול מעטפת דלה) וסדקים. מסיבה זו מבנה היציקה (cast structure) שונה לעיתים קרובות, ולרעה, ממבנה של חומר שעבר עיבוד נוסף — והדבר מסביר מדוע רכיבים קריטיים רבים אינם נשארים במצב יצוק אלא עוברים עיבוד פלסטי או טיפול תרמי.
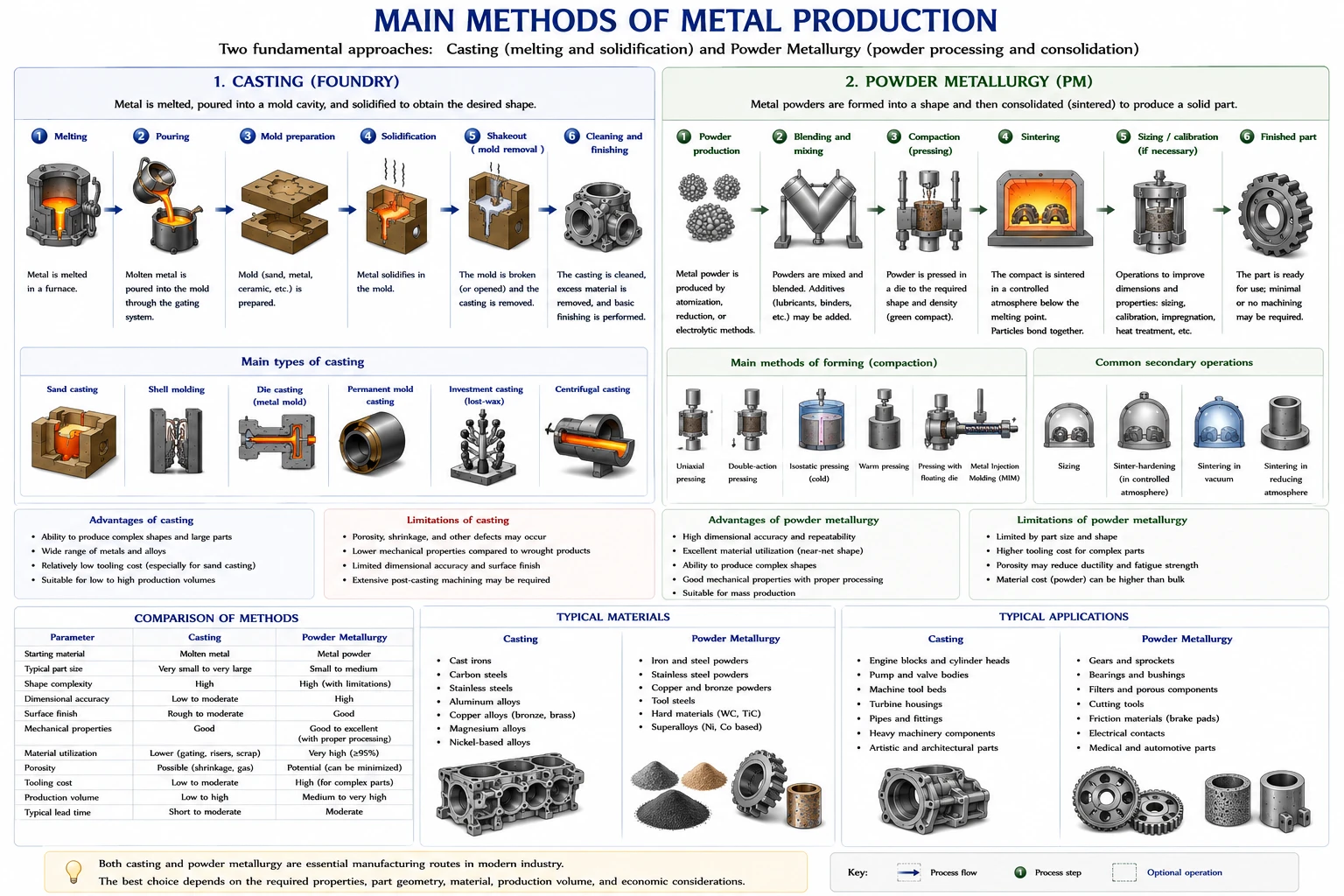
מטלורגיית אבקות
בגישה זו אין מתיכים את המתכת כלל. במקום זאת מתחילים מאבקות מתכתיות, והתהליך כולל בדרך כלל: ייצור האבקה, ערבוב המרכיבים, דחיסה לצורה, וסינטור. כאן שב ומופיע הסינטור שהכרנו בקרמיקות — חימום לטמפרטורה הנמוכה מנקודת ההתכה, שבו החלקיקים מתאחים והנקבוביות פוחתת. למעשה, מטלורגיית אבקות היא המקבילה המתכתית לייצור הקרמיקה.
יתרונותיה: ייצור חומרים שקשה או אי אפשר ליצוק (בעלי נקודת התכה גבוהה מאוד); שליטה מדויקת בהרכב; ייצור חומרים נקבוביים בכוונה; וחיסכון בחומר גלם (כמעט ללא פסולת). השיטה נפוצה במיוחד בייצור קרבידים (כמו ה-WC–Co שראינו בקרמטים), מגעים חשמליים, ומיסבים מחלחלים בשמן — מיסבים נקבוביים הספוגים בשמן, המשחררים אותו בהדרגה (חיבור יפה לפרק הטריבולוגיה).
7.3 עיבוד פלסטי
אחד היתרונות הגדולים של מתכות הוא יכולתן לעבור דפורמציה פלסטית משמעותית מבלי להישבר — אותה משיכות הנובעת מתנועת הנקעים. תכונה זו מאפשרת לעצב רכיבים באמצעות הפעלת כוחות מכניים, ולא רק ביציקה.
הערה חשובה: עיבוד פלסטי קר (בטמפרטורת החדר) לא רק מעצב את החומר אלא גם מחזק אותו, בתופעה הנקראת חיזוק בעיבוד (work hardening). הסיבה: הדפורמציה יוצרת נקעים חדשים רבים, והם “מסתבכים” זה בזה ומפריעים זה לתנועתו של זה. כך ככל שמעבדים יותר, החומר נעשה חזק יותר אך גם פחות משיך — עד שלבסוף יש “לרפא” אותו בריפוי (annealing), כפי שנראה בהמשך. נסקור כעת ארבע שיטות עיקריות.
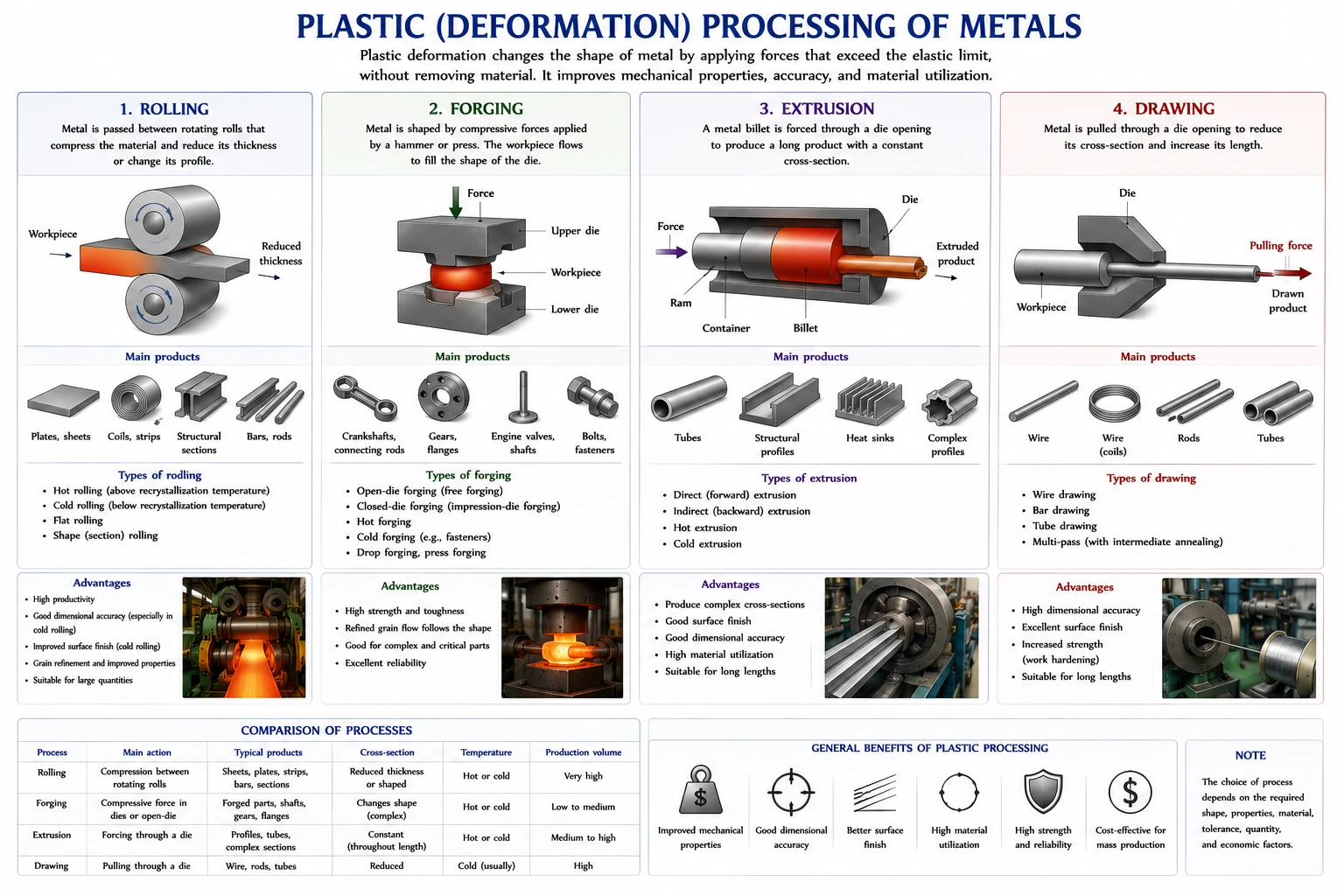
חישול (Forging)
בחישול מעצבים את המתכת באמצעות כוחות לחיצה (מכה או דחיסה), בטמפרטורת החדר או בטמפרטורה גבוהה. החישול אינו רק מעצב — הוא משפר את המבנה הפנימי: הוא “סוגר” נקבוביות יציקה, מפורר סגרגציה, ומיישר את הגרגרים לאורך קווי המאמץ (סיב חישול). מסיבה זו רכיבים קריטיים רבים בתעופה וברכב (גלי ארכובה, חלקי מתלה, ברגים מאומצים) מיוצרים דווקא בחישול, ולא ביציקה — מבנה החישול חזק ואמין יותר.
ערגול (Rolling)
בערגול מעבירים את המתכת בין גלילים מסתובבים, וכך עובייה קטן ואורכה גדל. זוהי אחת מטכנולוגיות הייצור החשובות והנפוצות ביותר בתעשייה, ובאמצעותה מייצרים לוחות, יריעות, פסי מתכת ומסילות. רוב הפלדה בעולם עוברת ערגול בשלב כלשהו.
שיחול (Extrusion)
בשיחול דוחפים את המתכת דרך פתח (מטריצה) בעל צורה מוגדרת, וצורת הפתח קובעת את חתך המוצר — בדומה לסחיטת משחת שיניים. השיטה נפוצה במיוחד באלומיניום (הרך והנוח לשיחול), ובה מיוצרים פרופילי חלונות, גופי תאורה וחלקי מבנה קלים בעלי חתך אחיד.
משיכה (Drawing)
במשיכה מושכים את החומר דרך תבנית (בניגוד לשיחול, שבו דוחפים אותו). השיטה משמשת בעיקר לייצור חוטים, כבלים, מוטות דקים וצינורות, ובאמצעותה ניתן להגיע לקטרים קטנים מאוד ולדיוק ממדי גבוה. (כך, אגב, מיוצרים חוטי הנחושת לחשמל שהזכרנו בפרק על המוליכות.)
7.4 ריתוך
ריתוך הוא מ שיטות החיבור החשובות ביותר של מתכות, ומטרתו ליצור חיבור קבוע בין שני חלקים. במהלך הריתוך נוצר בדרך כלל אזור מקומי שבו החומר ניתך או מתחמם לטמפרטורה גבוהה מאוד, ואז מתמצק מחדש.
הנקודה המהותית היא שריתוך אינו רק חיבור מכני — הוא תהליך מטלורגי לכל דבר. החום יוצר באזור הריתוך שלושה תחומים נבדלים:
- מתכת הבסיס — החומר המקורי, שלא הושפע;
- האזור מושפע החום (HAZ – Heat Affected Zone) — חומר שלא נמס, אך עבר טיפול תרמי לא-מבוקר עקב החום;
- מתכת הריתוך — החומר שנמס והתמצק מחדש (מעין יציקה זעירה, על כל בעיותיה).
לכל אזור מבנה ותכונות שונים — וזהו בדיוק האתגר. האזור מושפע החום הוא לעיתים החוליה החלשה: הוא עבר, בלי כוונה, חימום וקירור שעלולים לרכך אותו, לחזק אותו יתר על המידה (ולהפכו שביר), או ליצור בו מאמצים פנימיים וסדקים. מסיבה זו, ריתוך של פלדות מושבחות או סגסוגות מחוזקות דורש הבנה מטלורגית עמוקה — וכאן הפרק מתחבר ישירות לטיפולים התרמיים שנדון בהם כעת.
7.5 טיפולים תרמיים
אחת התכונות הייחודיות של מתכות וסגסוגות היא האפשרות לשנות את תכונותיהן באמצעות טיפול תרמי. הרעיון מפתיע בפשטותו: אין משנים את ההרכב הכימי כלל, אלא רק את המבנה המיקרוסקופי, באמצעות חימום וקירור מבוקרים — ולעיתים די בכך כדי להכפיל ואף לשלש את החוזק המכני.
הצלחתם של הטיפולים התרמיים מבוססת כולה על רעיונות שכבר הכרנו: דיאגרמות פאזות, דיפוזיה, מעברי פאזה, ופגמים גבישיים. במובן זה, פרק זה הוא ה”תשלום” על ההשקעה בפרקים התיאורטיים — כאן הם הופכים לכלי הנדסי רב-עוצמה. נציג ארבעה טיפולים מרכזיים.
ריפוי (Annealing)
ריפוי — הרפיה מלאה — הוא מן הטיפולים התרמיים הנפוצים ביותר, ומטרתו הפוכה לחיזוק: לרכך את החומר, לשפר את משיכותו, להפחית מאמצים פנימיים ולשפר את אחידות המבנה. התהליך פשוט: חימום לטמפרטורה מתאימה, שהייה, וקירור איטי.
מה קורה בפנים? כאן באים לידי ביטוי תהליכי התאוששות וגיבוש מחדש (recrystallization): החום מאפשר לנקעים שהצטברו (למשל בעיבוד קר) להיעלם או להסתדר, ונוצרים גרגרים חדשים, נקיים מפגמים. צפיפות הנקעים צונחת, ולכן החומר שב ונעשה רך ומשיך. מכאן השם “ריפוי” — החומר ממש “מתרפא” מן הנזק שנגרם לו בעיבוד. מסיבה זו נהוג לבצע ריפוי בין שלבי עיבוד פלסטי, כדי “לאפס” את החיזוק בעיבוד ולאפשר עיבוד נוסף בלי שבירה.
נרמול (Normalizing)
נרמול הוא טיפול המשמש בעיקר בפלדות, ודומה לריפוי בשלביו (חימום, שהייה) — אך עם הבדל מכריע אחד: קירור באוויר, מהיר יותר מן הקירור האיטי של הריפוי. הקירור המהיר יותר אינו מספיק ליצור מבנה קשיח, אך כן מוביל למבנה עדין ואחיד יותר. מטרות הנרמול: שיפור אחידות המבנה, שיפור התכונות המכניות, והכנה לטיפולים נוספים. אפשר לחשוב עליו כ”ביניים” בין ריפוי איטי לחיסום מהיר.
חיסום (Quenching)
חיסום הוא מן הטיפולים החשובים ביותר בפלדות, והוא נשען ישירות על מושג המצב המטא-יציב מן הפרק על דיאגרמות פאזות. מחממים את הפלדה לטמפרטורה גבוהה (שבה הפחמן מומס בסריג ה-FCC, האוסטניט), ואז מקררים אותה במהירות. הקירור המהיר אינו מותיר לדיפוזיה זמן לפעול, והמערכת אינה מגיעה לשיווי משקל. במקום הפאזות הרגילות, “נכלא” מבנה מטא-יציב בעל קשיות גבוהה מאוד — המרטנזיט.
המרטנזיט קשיח מאוד (הפחמן “תקוע” בכפייה בסריג ומעוות אותו), אך גם פריך יחסית — שביר ורגיש לסדיקה. לכן, ברוב המקרים, אין משתמשים בחיסום לבדו: פלדה מחוסמת בלבד קשה אך מסוכנת בשבירותה. הפתרון הוא השבחה.
השבחה (Quench & Temper)
השבחה היא שילוב של חיסום ולאחריו הרפיה (חלקית) מבוקרת — תהליך הנקרא בפלדות temper (טמפור). לאחר שיצרנו מרטנזיט קשה אך שביר, מחממים את הפלדה לטמפרטורה נמוכה יותר (הרבה מתחת לטמפרטורת האוסטניט) למשך זמן מסוים. בחימום מתון זה, חלק מן המאמצים הפנימיים משתחררים והמבנה מתייצב מעט — מבלי לאבד את עיקר הקשיות.
התוצאה היא שילוב מאוזן של חוזק, קשיות וקשיחות (עמידות בפני שבר). זהו ההבדל מן הריפוי: הריפוי הוא הרפיה מלאה המרככת לחלוטין, ואילו הטמפור הוא הרפיה חלקית המוותרת על מעט קשיות בתמורה לעמידות. מסיבה זו פלדות מושבחות הן חומר הבחירה למגוון עצום של רכיבים מאומצים: גלי ארכובה, גלגלי שיניים, כלים, קפיצים וברגים מאומצים.
מדוע טיפולים תרמיים עובדים?
המכנה המשותף לכל הטיפולים הוא שהמבנה המיקרוסקופי אינו קבוע. באמצעות שליטה בטמפרטורה ובקצב הקירור ניתן לשנות את הפאזות הקיימות, את גודל הגרגרים, את פיזור המשקעים ואת צפיפות הפגמים — וכל אלה משפיעים ישירות על התכונות. במובן זה, טיפול תרמי הוא בעצם הנדסת מיקרוסטרוקטורה: אותו הרכב כימי, מבנים שונים, תכונות שונות לחלוטין. זהו אחד הרעיונות המרכזיים של כל הספר.
7.6 חיזוק בהתבדלות
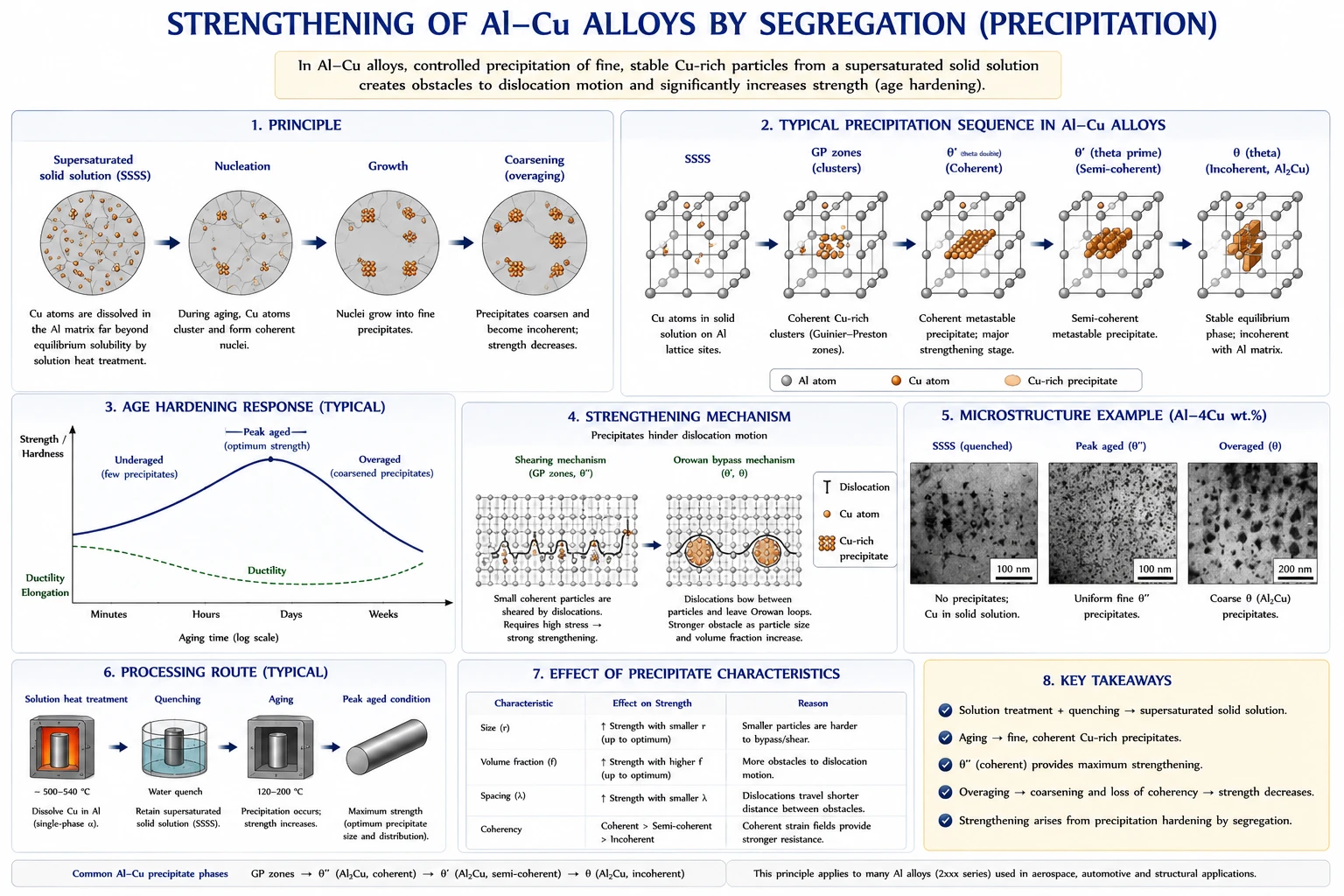
אחת השיטות החשובות והאלגנטיות ביותר לחיזוק סגסוגות היא חיזוק בהתבדלות (Precipitation Hardening), המשמשת בסגסוגות אלומיניום, נחושת, ניקל וטיטניום. ייחודה בכך שהיא מגדילה את החוזק באופן משמעותי מבלי לפגוע יתר על המידה במשיכות — שילוב שקשה להשיג בדרכים אחרות.
הרעיון הבסיסי: מסיסות תלוית-טמפרטורה
כדי להבין את התהליך נחזור לקו הסולבוס שהכרנו בדיאגרמות הפאזות — הקו המתאר את גבול המסיסות במצב מוצק. בסגסוגות רבות, המסיסות של יסוד מסוים תלויה בטמפרטורה: בטמפרטורה גבוהה ניתן להמיס כמות גדולה יחסית, ובטמפרטורה נמוכה המסיסות פוחתת. עובדה פשוטה זו היא כל הבסיס להתקשות בהפרשה. התהליך מתבצע בשלושה שלבים.
שלב 1: יצירת תמיסה רוויה-יתר
מחממים את הסגסוגת לטמפרטורה שבה מתקבלת תמיסה מוצקה חד-פאזית (כל היסוד מומס), ואז מקררים במהירות. הקירור המהיר אינו מותיר לדיפוזיה זמן להפריש את היסוד העודף, ולכן הוא “נתקע” בכפייה בתוך הסריג: מתקבלת תמיסה רוויה-יתר (supersaturated). מבחינה תרמודינמית זהו מצב מטא-יציב — המערכת “מעוניינת” להפריש פאזה נוספת, אך טרם הספיקה. (שים לב לדמיון העקרוני לחיסום הפלדה: בשני המקרים, קירור מהיר כולא מצב לא-שיווי-משקלי.)
שלב 2: זיקון
מחזיקים את הסגסוגת בטמפרטורה מתונה למשך זמן מסוים — שלב הנקרא זיקון (aging). כעת הדיפוזיה מקבלת הזדמנות לפעול, ולאט-לאט נוצרים חלקיקים זעירים של פאזה חדשה, המשקעים (Precipitates), המתפזרים בצפיפות בתוך המטריצה המתכתית.
שלב 3: מנגנון החיזוק
וכאן נסגר המעגל עם הרעיון המרכזי של הפרק. כזכור, דפורמציה פלסטית = תנועת נקעים. המשקעים הזעירים, הפזורים בצפיפות, מהווים מכשולים לתנועת הנקעים — הנקע נאלץ “להתפתל” סביבם או לחתוך אותם, ושני הדברים דורשים אנרגיה רבה. ככל שתנועת הנקעים קשה יותר, כך החומר חזק יותר. זהו אחד המקרים היפים ביותר במדע החומרים, שבו ניתן לעקוב אחר שרשרת סיבתית שלמה, מן התיאוריה ועד התכונה ההנדסית:
דיאגרמת פאזות (קו סולבוס)
→ טיפול תרמי (תמיסה, חיסום, הזדקנות)
→ משקעים זעירים ומפוזרים
→ עיכוב תנועת נקעים
→ עלייה בחוזקזיקון-יתר
ההתקשות אינה נמשכת לנצח. אם משך ההזדקנות ארוך מדי, המשקעים ממשיכים לגדול: הגדולים “בולעים” את הקטנים, מספרם פוחת, והמרחק ביניהם גדל. כעת קל יותר לנקע לחמוק ביניהם, ויעילותם כמחסומים יורדת — תופעה הנקראת זיקון-יתר (Overaging), שבה החוזק יורד בהדרגה. מכאן שלכל סגסוגת קיימים תנאי זיקון מיטביים (זמן וטמפרטורה), שבהם החוזק מרבי — לא מעט ולא יותר מדי.
דוגמה: סגסוגות אלומיניום
הדוגמה הקלאסית היא משפחת סגסוגות Al–Cu: לאחר טיפול תמיסה, חיסום והזדקנות, מתקבלת עלייה דרמטית בחוזק. עיקרון זה עומד בבסיסן של רבות מסגסוגות האלומיניום בתעשיית התעופה — ולמעשה, ללא חיזוק בהתבדלות היה קשה מאוד לנצל את האלומיניום כחומר מבני, שכן אלומיניום טהור רך מדי. שילוב המשקל הנמוך עם החוזק הגבוה, שאיפשר את עידן התעופה, הוא במידה רבה תוצר של מנגנון חיזוק זה.
סיכום הפרק
- מתכות מאופיינות בקשר מתכתי (“ים אלקטרונים”), במוליכות גבוהה, וביכולת לעבור דפורמציה פלסטית באמצעות תנועת נקעים — מקור משיכותן.
- המבנה הגבישי (FCC, BCC, HCP) קובע את מספר מערכות ההחלקה ובכך את המשיכות.
- ייצור רכיבים מתכתיים: יציקה (צורות מורכבות, אך פגמי התמצקות), מטלורגיית אבקות (סינטור, חומרים קשי-יציקה), ועיבוד פלסטי (חישול-forging, ערגול, שיחול, משיכה), המחזק גם בעיבוד קר.
- ריתוך הוא תהליך מטלורגי בעל שלושה אזורים (בסיס, HAZ, מתכת ריתוך), והאזור מושפע החום הוא לעיתים החוליה החלשה.
- טיפולים תרמיים משנים את המיקרוסטרוקטורה (לא את ההרכב): ריפוי (הרפיה מלאה — ריכוך), נרמול (מבנה עדין), חיסום (מרטנזיט קשה ושביר), והשבחה (חיסום + הרפיה חלקית — איזון חוזק וקשיחות).
- התקשות בהפרשה מנצלת מסיסות תלוית-טמפרטורה (קו הסולבוס) ליצירת משקעים זעירים המעכבים נקעים; הזדקנות-יתר מחלישה אותם בחזרה.
- העיקרון המאחד: תכונות המתכת נקבעות על ידי שילוב של הרכב, מיקרוסטרוקטורה ותהליכי עיבוד — והטיפול התרמי הוא הנדסת מיקרוסטרוקטורה.
בפרק הבא נפנה למשפחה שונה לחלוטין של חומרים — הקרמיקות — שבהן המבנה האטומי והקשרים הכימיים מובילים להתנהגות שונה מאוד מזו של המתכות.