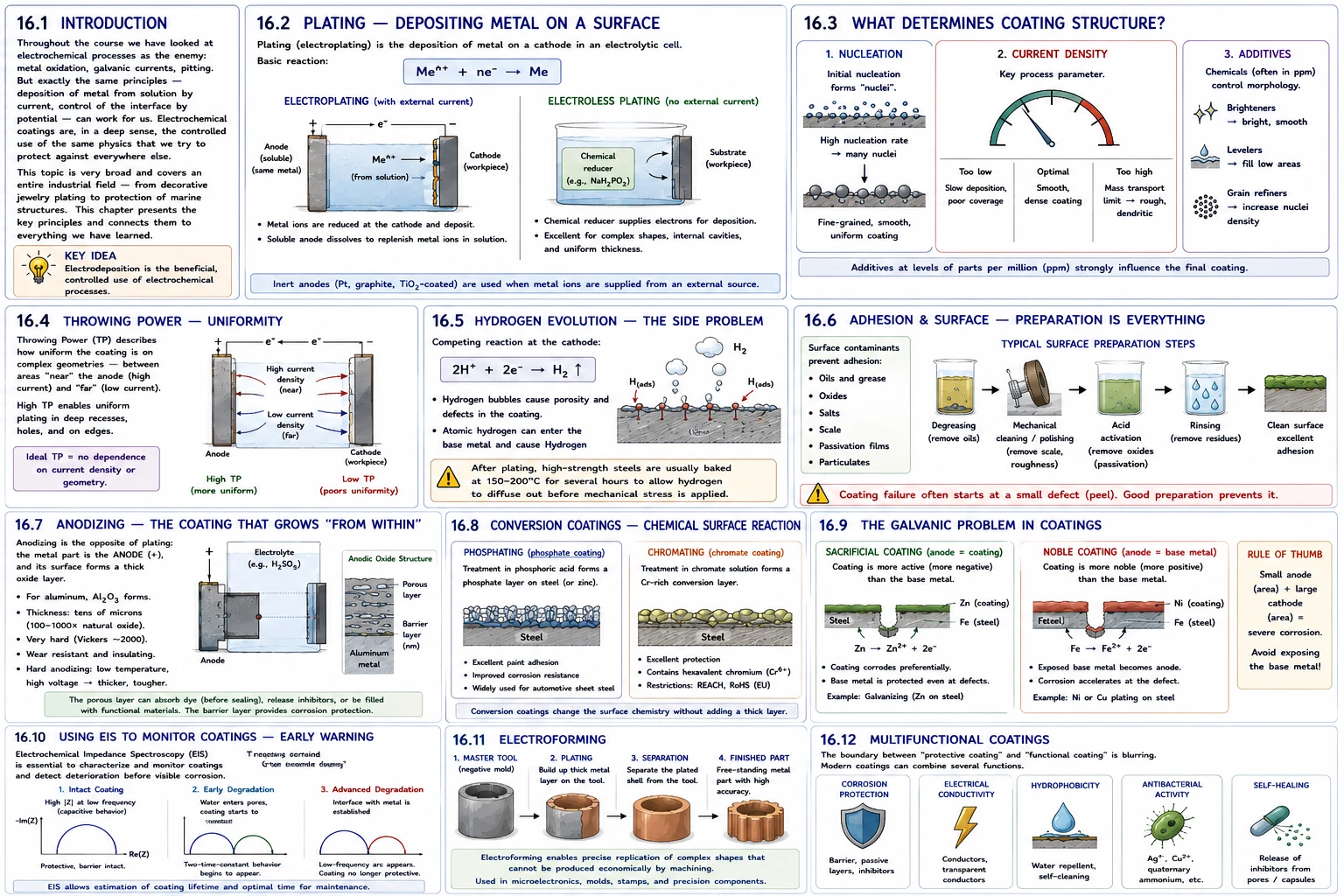
16.1 מבוא
לאורך הקורס כולו הסתכלנו על תהליכים אלקטרוכימיים כאויב: חמצון מתכת, זרמים גלווניים, פיטינג. אבל אותם עקרונות בדיוק — שיקוע מתכת מתמיסה על ידי זרם, בקרה על הממשק על ידי פוטנציאל — יכולים לפעול לטובתנו. ציפויים אלקטרוכימיים הם, במובן עמוק, ניצול מבוקר של אותה פיזיקה שממנה מגנים בכל שאר הקורס.
הנושא רחב מאוד ומכסה שדה תעשייתי שלם — מהציפוי הדקורטיבי של תכשיטים ועד להגנת מבנים ימיים. פרק זה יציג את העקרונות המרכזיים ויקשר אותם לכל מה שלמדנו.
16.2 גלוון — שיקוע מתכת על פני שטח
גלוון (electroplating) הוא שיקוע מתכת על פני שטח קתודה בתא אלקטרוכימי. התגובה הבסיסית:
יוני המתכת מהתמיסה מתחזרים על פני הקתודה ושוקעים כמתכת. הדגם המצופה הוא הקתודה; האנודה יכולה להיות מסיסה (עשויה מאותה מתכת, ומתמוססת כדי לחדש את יוני המתכת בתמיסה) או אינרטית (פלטינה, גרפיט, TiO₂-מצופה) כאשר יש ספק יונים חיצוני.
שיקוע ללא חשמל (Electroless Plating) הוא גרסה ללא זרם חיצוני: חומר מחזר כימי בתמיסה מספק את האלקטרונים לשיקוע. היתרון הגדול: ציפוי אחיד לחלוטין ללא תלות בגיאומטריה — בניגוד לשיקוע גלווני שבו צפיפות הזרם גבוהה על שוליים וקצוות. שיקוע ללא חשמל של ניקל על דגמים בצורות מורכבות — כגון תעלות פנימיות — הוא יישום נפוץ מאוד בתעשייה.
16.3 מה קובע את מבנה הציפוי?
הציפוי שנוצר אינו פשוט “שכבת מתכת”. מבנהו הגבישי — גודל גרעינים, אוריינטציה, פגמים — קובע את תכונותיו, כולל עמידותו בפני קורוזיה.
גרעון (Nucleation): בתחילת השיקוע, יוני מתכת צריכים להיצמד לפני השטח ולהתחיל להיאסף ל”נבט” גרעיני. אם קצב הנביטה גבוה (פוטנצאעל יתר גבוה, ריכוז יונים גבוה), מתקבלים גרעינים קטנים רבים — ציפוי עדין-גרעיני, אחיד ועמיד. אם קצב הנביטה נמוך, הגרעינים ספורים וגדלים לגרגרים גדולים — ציפוי גס יותר עם מאפיינים פחות טובים.
צפיפות זרם: צפיידות הזרם היא פרמטר מפתח בתהליך גלווני. זרם נמוך מדי — ציפוי איטי ולא אחיד. זרם גבוה מדי — ה”תקרה” של הדיפוזיה מגיעה (כפי שראינו בפרק 8), ומתחיל לשקוע ציפוי גס, מחוספס, עם דנדריטים (ענפים גבישיים שבולטים מפני השטח). על הקצוות החדים של הדגם, שם צפיפות הזרם גבוהה יותר (תופעת קצה), נוטה הציפוי להיות עב יותר — לטובה כאשר הקצה הוא מקום פגיע, לרעה כאשר רוצים אחידות.
תוספים (Additives): תוספים כימיים לתמיסה — לרוב בריכוזים של ppm — שולטים על מורפולוגיית הציפוי. “Brighteners” גורמים לציפוי חלק ונוצץ על ידי ספיחה על פני השטח שמאטה צמיחה מועדפת בכיוונים מסוימים. “Levelers” ממלאים שקעים מהר יותר מפסגות ומייצרים ציפוי שטוח יחסית לפי שטח הבסיס. “Grain refiners” מגדילים את צפיפות הנביטה ומקטינים גרעינים.
16.4 יכולת הזרקה Throwing Power — מדד לאחידות
יכולת הזרקה (Throwing Power, TP) מתארת עד כמה הציפוי אחיד על פני גיאומטריה מורכבת — בין שטחים “קרובים” לאנודה (שמקבלים יותר זרם) ובין “רחוקים” (שמקבלים פחות). TP גבוה פירושו שאפשר לצפות תעלות עמוקות, גיאומטריות מסובכות, ורכיבים עם שוליים חדים — ולקבל ציפוי יחסית אחיד. “TP מושלום” הינו כשאין תלות בזרם, ולכן אין תלות בגיאומטריה.
16.5 ייצור מימן — הבעיה הנלווית
תגובה שמתחרה בשיקוע המתכת על הקתודה היא פליטת מימן:
בועות מימן שנוצרות על פני הקתודה גורמות לנקבוביות ולהפסקות בציפוי. חמור מכך: מימן אטומי שנוצר לפני שהוא מצטרף לבועה מסוגל לחדור למתכת הבסיס ולגרום ל-Hydrogen Embrittlement — בדיוק כפי שנדון בפרקים 12 ו-13. לכן חלקים עשויים מפלדה בחוזק גבוה, לאחר תהליך ציפוי אלקטרוכימי, עוברים בדרך כלל bake treatment — חימום בטמפרטורה נמוכה (150–200°C) למשך שעות כדי לאפשר למימן לנדוד החוצה לפני שמאמץ מכני יסגור אותו בתוך הסריג.
16.6 הדבקות ופני שטח — ההכנה היא הכול
ציפוי יפה אינו שווה כלום אם אינו נדבק לבסיס. אדהזיה תלויה בעיקר בטוהר פני הבסיס: שכבות שמן, תחמוצות, מלחים, ואפילו שכבות פסיבציה עלולות למנוע קשר ישיר בין הציפוי לבסיס ולגרום ל-delamination.
לכן שלב ההכנה (Surface Preparation) לעיתים קרובות חשוב יותר מהציפוי עצמו: degreasing (הסרת שמנים), mechanical polishing (הסרת קשקשת ופגמים), acid activation (הסרת שכבת התחמוצת הטבעית), ו-rinsing בין כל שלב. כשל ציפוי שמתחיל בנקודה קטנה — “peel” מקומי — מגיע לרוב מכשל הכנה, לא מכשל הציפוי עצמו.
16.7 אלגון Anodizing — ציפוי שגדל “מבפנים”
אלגון (Anodizing) הוא היפכו המוחלט של הציפוי הגלווני: במקום לשקע מתכת על פני השטח, גורמים לפני השטח עצמם להתחמצן בצורה מבוקרת. הדגם הוא האנודה, והתחמוצת גדלה כלפי פנים וכלפי חוץ.
עבור אלומיניום, אלגון יוצר שכבת בעובי של עשרות מיקרון — פי 100–1000 מהשכבה הטבעית שנוצרת באוויר. שכבה זו קשה (קשיות Vickers ~2000, שזה קרוב לספיר), מבודדת חשמלית, ועמידה לשחיקה. באלגון קשה (Hard Anodizing) — בטמפרטורה נמוכה ומתח גבוה — מקבלים שכבה עבה ונוחה במיוחד.
מבנה השכבה האנודית הוא ייחודי: שכבה חסומת דקה ביותר (barrier layer) ליד המתכת, שעליה גדלה שכבה נקבובית עם מיליוני נקבוביות מסודרות. מבנה זה — שחקרנו בהיבטים מסוימים בפרק 3 — ניתן לניצול: הנקבוביות יכולות לספוג צבע (לפני sealing), לשחרר מעכבים (ציפויים “חכמים”), או להתמלא בחומרים פונקציונליים.
16.8ציפויי המרה Conversion Coatings — תגובה כימית של פני השטח
בניגוד לציפוי גלווני (שמוסיף חומר) ולאלגון (שמחמצן את הבסיס), ציפויי המרה מתקבלים מתגובה כימית שמשנה את ההרכב של שכבת פני השטח עצמה. שתי הדוגמאות הקלאסיות:
פוספטיזציה (Phosphating): טיפול בחומצה זרחתית יוצר שכבת פוספטים על הברזל (או אבץ, תלוי במצע) שמספקת אדהזיה מצוינת לצבע ומגדילה את עמידות הציפוי. צביעת פח הרכב בתעשייה מבוצעת לרוב על פלדה מפוספטת.
כרומציה (Chromating): טיפול בתמיסת כרומט יוצר שכבה מעורבת עשירה בכרום שמספקת הגנה מצוינת — אבל מכילה כרום שישי ורעיל. הקהילה האירופית אסרה כרומטים בשימוש רחב (תקנות REACH ו-RoHS), וחיפוש אחר תחליפים הוא תחום מחקר פעיל.
16.9 הבעיה הגלוואנית בציפויים
כל ציפוי שנפגם יוצר מצב של שתי מתכות במגע עם אלקטרוליט — בדיוק התא הגלווני שנדון בפרק 4. ולכן חשוב מאוד לשאול: מיהו האנודה, המתכת הבסיסית או הציפוי?
ציפוי הקרבה (Sacrificial): כאשר הציפוי פעיל יותר מהבסיס (פוטנציאל שלילי יותר), כגון גלוון (Zn על Fe), הציפוי נעשה האנודה וגם כאשר קיים פגם — הבסיס מוגן. ראינו זאת בפרק 13.
ציפוי אציל: כאשר הציפוי אציל יותר מהבסיס (ניקל על פלדה, נחושת על פלדה), כל פגם יחשוף שטח קטן של פלדה מול קתודה גדולה — קורוזיה מואצת בנקודה החשופה. ציפוי ניקל על פלדה מגן יפה כל עוד הוא שלם; אבל שריטה קטנה יוצרת אנודה קטנה וקתודה גדולה — שילוב מסוכן (כלל יחס השטחים, פרק 13).
16.10 שימוש ב-EIS לניטור ציפויים — חיזוי כשל מוקדם
ספקטרוסקופיית EIS היא אחת השיטות החשובות ביותר לאפיין ולנטר ציפויים ובמיוחד לזהות הידרדרות לפני שהיא גורמת לקורוזיה נראית לעין.
ציפוי שלם מציג גבוה מאוד בתדירויות נמוכות — כמו קבל אידאלי, מים ויונים אינם חודרים. ככל שהציפוי מתדרדר — מים חודרים לנקבוביות, נוצר גבול חדש בין הציפוי לבסיס — מתפתח ספקטרום EIS בעל שני קשתות: אחת לציפוי (בתדירות גבוהה) ואחת לגבול עם המתכת (בתדירות נמוכה). מנקודה זו הציפוי אינו מגן עוד.
זה מאפשר לקבוע “אורך חיים” של ציפוי בזמן אמת ולהחליט מתי יש לחדש ציפוי לפני שמתחילה קורוזיה, לא אחריה.
16.11 שיטת Electroforming
שיטת Electroforming היא שימוש בייצור ציפוי גלוואני ליצירת רכיבים שלמים: משקעים שכבה עבה מאוד על תבנית, ואז מפרידים את השכבה מהתבנית — מתקבל חלק מתכתי בצורה מדויקת. זוהי שיטה שמאפשרת דיוק שאינו ניתן בעיבוד מכני רגיל, ומשמשת לייצור חלקי מיקרו-אלקטרוניקה, תבניות הזרקה, ורכיבים מיוחדים.
16.12 ציפויים רב-תפקודיים
הגבול בין “ציפוי מגן” ל”ציפוי פונקציונלי” הולך ומיטשטש. ציפויים מודרניים עשויים לשלב מספר תפקודים: הגנה קורוזיבית, מוליכות חשמלית, hydrophobicity (דחיית מים), פעילות אנטי-בקטריאלית (בשתלים רפואיים), self-healing (שחרור inhibitors מנקבוביות). שדה זה — Smart Coatings — הוא אחד התחומים הפעילים ביותר במחקר חומרים כיום.
16.13 סיכום
ציפויים אלקטרוכימיים הם הפן היישומי-הנדסי של כל מה שלמדנו: אותה קינטיקה של Butler–Volmer שמתארת קורוזיה, מתארת גם שיקוע. אותו מנגנון דיפוזיה שמגביל חיזור חמצן בקורוזיה, מגביל שיקוע מתכת בציפוי. אותו עיקרון הגלווני שגורם לקורוזיה מואצת, עומד בבסיס ציפוי קורבני.
ואולי זה הלקח המאחד את הקורס כולו: אין “קורוזיה” ו”ציפוי” כתחומים נפרדים — יש גבול הפאזות מתכת-אלקטרוליט, שאפשר לנהל אותו לרעה ואפשר לנהל אותו לטובה. מי שמבין את הפיזיקה מסוגל לעשות גם זה וגם זה.